Assessing residual life of high
temperature components
 High
temperature pressure parts of steels which have aged beyond the designed life
after long service in high temperature and high pressure steam service in
boilers and petrochemical steam process plants need remaining life assessment.
The high temperature steel components undergo irreversible creep damage. Creep
is a steady and irreversible material damage of metals at high temperature and
stress. For high temperature alloys as in main steam pipelines working at 450 -
600oC, creep governs the major damage mechanism.
High
temperature pressure parts of steels which have aged beyond the designed life
after long service in high temperature and high pressure steam service in
boilers and petrochemical steam process plants need remaining life assessment.
The high temperature steel components undergo irreversible creep damage. Creep
is a steady and irreversible material damage of metals at high temperature and
stress. For high temperature alloys as in main steam pipelines working at 450 -
600oC, creep governs the major damage mechanism.
The material degradation due to creep will
have to be evaluated on each component at several critical locations.
 The
theoretical approach of calculating remaining life is based on temperature,
stress and time of operation using numerous computer software has been found
highly erroneous. It has been found that estimation of remaining life by
destructive testing by taking part of the component and performing accelerated
uniaxial creep test will lead to several uncertainties and errors. In such
laboratory tests, it will not be possible to simulate low cycle creep fatigue,
system bending stresses and biaxial stress. Besides, cutting part of a component
and welding it with a matching material will lead to additional creep strain and
damage, resulting in further reduction of the existing life of aged component.
The
theoretical approach of calculating remaining life is based on temperature,
stress and time of operation using numerous computer software has been found
highly erroneous. It has been found that estimation of remaining life by
destructive testing by taking part of the component and performing accelerated
uniaxial creep test will lead to several uncertainties and errors. In such
laboratory tests, it will not be possible to simulate low cycle creep fatigue,
system bending stresses and biaxial stress. Besides, cutting part of a component
and welding it with a matching material will lead to additional creep strain and
damage, resulting in further reduction of the existing life of aged component.
Destructive tests are seriously limited to a apart of a component, and the
testing duration is high an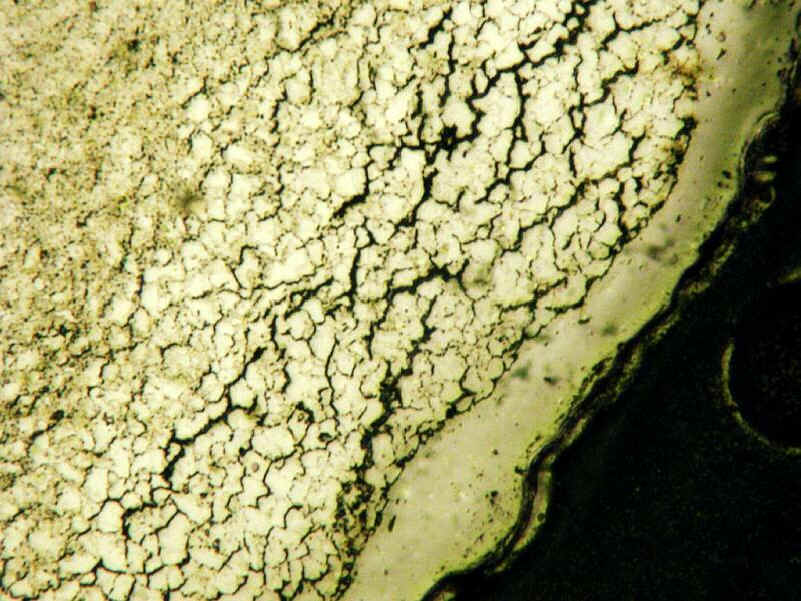 d
the cost involved in the entire work is excessively large as compared to in-
situ metallography and replication. The latter
evaluation can be done on numerous components in a short time, and the
reliability has been acclaimed as equal to accelerated creep tests of low alloy
steels. However, creep damage involving detection of fine creep pores (CP) and
their estimation require high quality in- situ metallography.
d
the cost involved in the entire work is excessively large as compared to in-
situ metallography and replication. The latter
evaluation can be done on numerous components in a short time, and the
reliability has been acclaimed as equal to accelerated creep tests of low alloy
steels. However, creep damage involving detection of fine creep pores (CP) and
their estimation require high quality in- situ metallography.
In a practical evaluation of various techniques, it has been found that in-situ
metallography and replication are highly sensitive in detecting various levels
of creep damage in high temperature ferritic alloy steels.
Two to three replicas are taken for each spot: to be
analysed using scientific methods, gold sputtered and studied using optical and
or a electron microscope.

If no creep pores are seen, but only spheroidized carbides are observed, then
creep pores is considered less and the next inspection is needed after six
years. According if isolated creep pores are seen further inspection is needed
after three years and a decision will be taken thereafter regarding further
service.
It has been calculated "Neubauer" that even if a few
creep pores are seen in replica at 500x, 50 per cent of the life is consumed by
the service conditions in low alloy ferritic steel steam retaining pressure
parts in thermal power plants.
Another quantitative approach is based on the fraction
of cavitated grain boundaries "A'' in the typical observation of replicas. It is
relatively easy to count the total number of grain boundaries in a field of
observation and also the spoiled grain boundary by a creep pore. It is somewhat
conservative and semi quantitative in approach.
 Creep damage in steam pipes can cause two types of failures. The first is ``leak
before rupture'' and this occurs where there is high deformation potential as in
straight portions without welds. The second is ``rupture without leak''. The
heat affected zone regions of long seam welds, circumferential weld, pipe bends
and Tee section welds fail without significant leak after the final stage of
material exhaustion. In fact, the consumption of total available deformation
potential reduces remaining life.
In regions with low deformation potential, diffusion creep predominates over
dislocations whereas in the areas of high deformation potential, dislocation
controlled creep is more predominant.
Creep damage in steam pipes can cause two types of failures. The first is ``leak
before rupture'' and this occurs where there is high deformation potential as in
straight portions without welds. The second is ``rupture without leak''. The
heat affected zone regions of long seam welds, circumferential weld, pipe bends
and Tee section welds fail without significant leak after the final stage of
material exhaustion. In fact, the consumption of total available deformation
potential reduces remaining life.
In regions with low deformation potential, diffusion creep predominates over
dislocations whereas in the areas of high deformation potential, dislocation
controlled creep is more predominant.
At high temperatures in the creep range, the material deforms also by grain
boundary sliding under the application of stress. Such phenomenon occurs by
complex dislocation involving climb and annihilation at grain boundaries. The
crystalline engineering materials (eg. alloys of Fe, Al, Ti, Ni) at high
temperatures under constant stress gradually expand in three stages ending in
rupture of the material. They are primary creep, secondary or steady state creep
and secondary or steady creep and tertiary or accelerated creep. The
microstructure changes drastically after creep service.
The percentage of elongation after creep is very small
near the heat affected zone (HAZ) of the weld, for example, circumferential and
longitudinal welds in steam pipes of alloy steels.
Creep damage is accumulated rapidly in HAZ due to fine
grain size and complex factors involving carbide precipitation and welding
residual stresses. The in-situ microstructural study of the creep-serviced
 component at site can reveal the extent of creep damage and can also indicate
the remaining (useful) creep ductility, which is a major factor to decide the
remaining safe life.
component at site can reveal the extent of creep damage and can also indicate
the remaining (useful) creep ductility, which is a major factor to decide the
remaining safe life.
The safe remaining life time or RL of high temperature welded steel components
in fossil power plants which exceeded the design life for example, 100,000 hours
(11.4 years) or 200,000 hours (22.8 years), is decided not by retirement-by-time
basis, but by retirement-for-cause strategies, that is the actual material
degradation due to creep will have to be evaluated on each component at several
critical locations such as main steam pipe,
exit superheater header with several welds and welded fittings. The designed
life is based on the lower bound data of creep curve, with additional factors of
safety index.
Hence, depending upon the quality of steel making practices, fabrication
processes and plant operating conditions, remaining life is usually available in
greatly varying degree. Destructive tests are limited to a part of a component,
and the testing duration is high and the cost involved in the entire work is
excessively large as compared to in-situ metallography and
replication.
The latter evaluation can be done on numerous components in a short time and
the reliability has been acclaimed as equal to accelerated creep tests of low
alloy steels. However, since creep damage involving detection of fine creep
pores and their estimation require high quality in-situ metallography in the
sense that plastic deformation due to mechanical polishing can cover up creep
pores leading to an underestimation of creep damage and such errors is avoided
by metserve advanced sample preparation.

The high temperature ductility of a metal under constant load leads to
deformation by creep mechanism. Three stages of creep deformation occur leading
to distinct microstructural change in five stages.
This is a topic of global importance for the life assessment of serviced high
temperature components in power and process plants.
The computer modeling and calculation of Residual Life
has serious errors as high as 400 per cent due to uncertainties in stress state,
microstructure, creep-fatigue conditions etc. and hence are considered
unfavorable.
 Thus,
of the various methods, metallographic method has come to stay and is the one
favored widely all over the world in view of its several advantages over the
other methods. Apart from direct examination of the microstructural condition of
the plant component in-situ, the technology of replication of the micro-
structure with very high fidelity for examination in laboratory has been
developed and widely practiced. The plastic replication technique offers several
advantages like high quality equal to or better than that of direct metal
examination. Being non- destructive, it is useful for periodic monitoring of
plants at specific intervals. The replicas serve as a permanent record of
observations and can be stored. Replicas can be examined at high magnifications
in SEM with a very high degree of resolution.
Thus,
of the various methods, metallographic method has come to stay and is the one
favored widely all over the world in view of its several advantages over the
other methods. Apart from direct examination of the microstructural condition of
the plant component in-situ, the technology of replication of the micro-
structure with very high fidelity for examination in laboratory has been
developed and widely practiced. The plastic replication technique offers several
advantages like high quality equal to or better than that of direct metal
examination. Being non- destructive, it is useful for periodic monitoring of
plants at specific intervals. The replicas serve as a permanent record of
observations and can be stored. Replicas can be examined at high magnifications
in SEM with a very high degree of resolution.
The detailed RLA report is reviewed by statutory authorities ,this approach
helps obtain full value for the money spent on the component by actual
assessment. From experience it has been found that sufficient safe remaining
life existed for numerous components, and this will help to run the plants by
utilising the full remaining life.
